શ્રેષ્ઠ કિંમત ASTM A312 304 304L 316L સ્ટેનલેસ સ્ટીલ પાઇપ

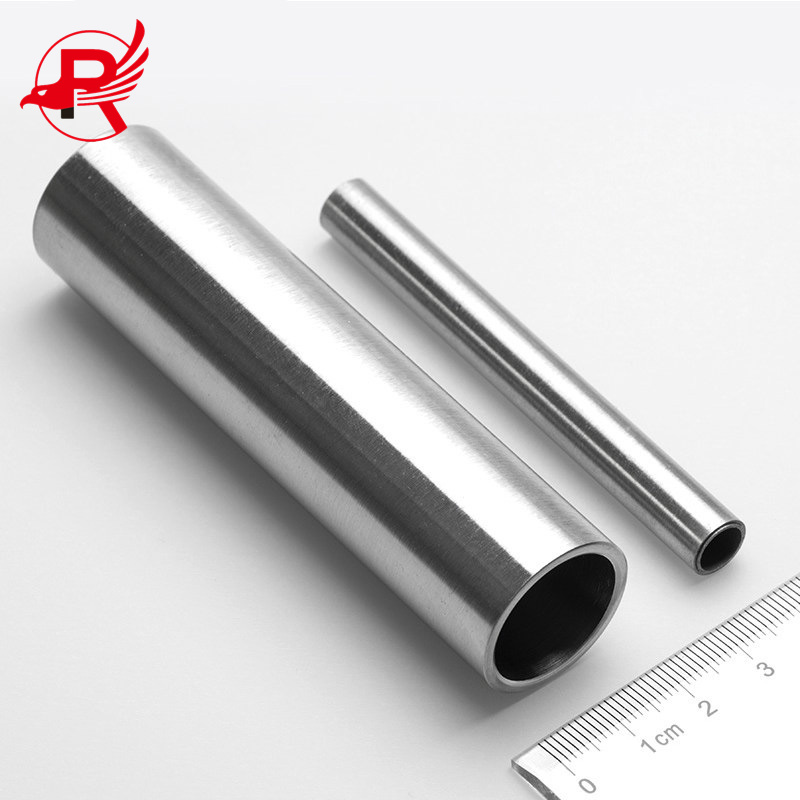



| ઉત્પાદન નામ | સ્ટેનલેસ સ્ટીલ રાઉન્ડ પાઇપ |
| માનક | ASTM AISI DIN, EN, GB, JIS |
| સ્ટીલ ગ્રેડ
| ૨૦૦ શ્રેણી: ૨૦૧,૨૦૨ |
| ૩૦૦ શ્રેણી: ૩૦૧,૩૦૪,૩૦૪L, ૩૧૬,૩૧૬L, ૩૧૬Ti, ૩૧૭L, ૩૨૧,૩૦૯s, ૩૧૦s | |
| ૪૦૦ શ્રેણી: ૪૦૯એલ, ૪૧૦,૪૧૦એસ, ૪૨૦જે૧, ૪૨૦જે૨, ૪૩૦, ૪૪૪, ૪૪૧, ૪૩૬ | |
| ડુપ્લેક્સ સ્ટીલ: 904L,2205,2507,2101,2520,2304 | |
| બાહ્ય વ્યાસ | ૬-૨૫૦૦ મીમી (જરૂર મુજબ) |
| જાડાઈ | ૦.૩ મીમી-૧૫૦ મીમી (જરૂર મુજબ) |
| લંબાઈ | 2000mm/2500mm/3000mm/6000mm/12000mm (જરૂરીયાત મુજબ) |
| ટેકનીક | સીમલેસ |
| સપાટી | નં.૧ ૨બી બીએ ૬કે ૮કે મિરર નં.૪ એચએલ |
| સહનશીલતા | ±1% |
| કિંમત શરતો | એફઓબી, સીએફઆર, સીઆઈએફ |










સ્ટેનલેસ સ્ટીલ પાઇપ એ એક પ્રકારનો હોલો લાંબો ગોળાકાર સ્ટીલ છે, જેનો ઉપયોગ મુખ્યત્વે પેટ્રોલિયમ, રાસાયણિક ઉદ્યોગ, તબીબી સારવાર, ખોરાક, હળવા ઉદ્યોગ, યાંત્રિક સાધનો વગેરે જેવા ઔદ્યોગિક પરિવહન પાઇપલાઇન્સમાં તેમજ યાંત્રિક માળખાકીય ઘટકોમાં થાય છે. વધુમાં, જ્યારે બેન્ડિંગ અને ટોર્સનલ તાકાત સમાન હોય છે, ત્યારે વજન હળવું હોય છે, તેથી તેનો ઉપયોગ યાંત્રિક ભાગો અને એન્જિનિયરિંગ માળખાના ઉત્પાદનમાં પણ વ્યાપકપણે થાય છે. સામાન્ય રીતે ફર્નિચર અને રસોડાના વાસણો વગેરે તરીકે પણ થાય છે.
નોંધ:
1. મફત નમૂના, 100% વેચાણ પછીની ગુણવત્તા ખાતરી, કોઈપણ ચુકવણી પદ્ધતિને સપોર્ટ કરો;
2. રાઉન્ડ કાર્બન સ્ટીલ પાઈપોના અન્ય તમામ સ્પષ્ટીકરણો તમારી જરૂરિયાત (OEM અને ODM) અનુસાર ઉપલબ્ધ છે! ફેક્ટરી કિંમત તમને ROYAL GROUP તરફથી મળશે.
સ્ટેનલેસ સ્ટીલ પાઇપ રાસાયણિક રચનાઓ
| રાસાયણિક રચના % | ||||||||
| ગ્રેડ | C | Si | Mn | P | S | Ni | Cr | Mo |
| ૨૦૧ | ≤0 .15 | ≤0 .75 | ૫. ૫-૭. ૫ | ≤0.06 | ≤ ૦.૦૩ | ૩.૫ -૫.૫ | ૧૬ .૦ -૧૮.૦ | - |
| ૨૦૨ | ≤0 .15 | ≤1.0 | ૭.૫-૧૦.૦ | ≤0.06 | ≤ ૦.૦૩ | ૪.૦-૬.૦ | ૧૭.૦-૧૯.૦ | - |
| 301 | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ ૦.૦૩ | ૬.૦-૮.૦ | ૧૬.૦-૧૮.૦ | - |
| ૩૦૨ | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0.035 | ≤ ૦.૦૩ | ૮.૦-૧૦.૦ | ૧૭.૦-૧૯.૦ | - |
| ૩૦૪ | ≤0 .0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ ૦.૦૩ | ૮.૦-૧૦.૫ | ૧૮.૦-૨૦.૦ | - |
| ૩૦૪ એલ | ≤0.03 | ≤1.0 | ≤2.0 | ≤0.035 | ≤ ૦.૦૩ | ૯.૦-૧૩.૦ | ૧૮.૦-૨૦.૦ | - |
| 309S નો પરિચય | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ ૦.૦૩ | ૧૨.૦-૧૫.૦ | ૨૨.૦-૨૪.૦ | - |
| 310S | ≤0.08 | ≤1.5 | ≤2.0 | ≤0.035 | ≤ ૦.૦૩ | ૧૯.૦-૨૨.૦ | ૨૪.૦-૨૬.૦ | |
| ૩૧૬ | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ ૦.૦૩ | ૧૦.૦-૧૪.૦ | ૧૬.૦-૧૮.૦ | ૨.૦-૩.૦ |
| ૩૧૬ એલ | ≤0 .03 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ ૦.૦૩ | ૧૨.૦ - ૧૫.૦ | ૧૬ .૦ -૧ ૮.૦ | ૨.૦ -૩.૦ |
| ૩૨૧ | ≤ ૦ .૦૮ | ≤1.0 | ≤2.0 | ≤0.035 | ≤ ૦.૦૩ | ૯.૦ - ૧૩.૦ | ૧૭.૦ -૧ ૯.૦ | - |
| ૬૩૦ | ≤ ૦ .૦૭ | ≤1.0 | ≤1.0 | ≤0.035 | ≤ ૦.૦૩ | ૩.૦-૫.૦ | ૧૫.૫-૧૭.૫ | - |
| ૬૩૧ | ≤0.09 | ≤1.0 | ≤1.0 | ≤0.030 | ≤0.035 | ૬.૫૦-૭.૭૫ | ૧૬.૦-૧૮.૦ | - |
| ૯૦૪એલ | ≤ 2 .0 | ≤0.045 | ≤1.0 | ≤0.035 | - | ૨૩.૦·૨૮.૦ | ૧૯.૦-૨૩.૦ | ૪.૦-૫.૦ |
| ૨૨૦૫ | ≤0.03 | ≤1.0 | ≤2.0 | ≤0.030 | ≤0.02 | ૪.૫-૬.૫ | ૨૨.૦-૨૩.૦ | ૩.૦-૩.૫ |
| ૨૫૦૭ | ≤0.03 | ≤0.8 | ≤1.2 | ≤0.035 | ≤0.02 | ૬.૦-૮.૦ | ૨૪.૦-૨૬.૦ | ૩.૦-૫.૦ |
| ૨૫૨૦ | ≤0.08 | ≤1.5 | ≤2.0 | ≤0.045 | ≤ ૦.૦૩ | ૦.૧૯ -૦. ૨૨ | ૦. ૨૪ -૦. ૨૬ | - |
| ૪૧૦ | ≤0.15 | ≤1.0 | ≤1.0 | ≤0.035 | ≤ ૦.૦૩ | - | ૧૧.૫-૧૩.૫ | - |
| ૪૩૦ | ≤0.1 2 | ≤0.75 | ≤1.0 | ≤ ૦.૦૪૦ | ≤ ૦.૦૩ | ≤0.60 | ૧૬.૦ -૧૮.૦ | |
કોલ્ડ રોલિંગ અને રોલિંગ પછી સપાટી પુનઃપ્રક્રિયાની વિવિધ પ્રક્રિયા પદ્ધતિઓ દ્વારા, સ્ટેનલેસ સ્ટીલની સપાટી પૂર્ણાહુતિબારs ના વિવિધ પ્રકારો હોઈ શકે છે.

સ્ટેનલેસ સ્ટીલ પાઇપની સપાટી પ્રક્રિયામાં NO.1, 2B, નં. 4, HL, નં. 6, નં. 8, BA, TR હાર્ડ, રીરોલ્ડ બ્રાઇટ 2H, પોલિશિંગ બ્રાઇટ અને અન્ય સપાટી ફિનિશ વગેરે હોય છે.
નં.૧: નં.૧ સપાટી એ સ્ટેનલેસ સ્ટીલ પાઇપના ગરમ રોલિંગ પછી ગરમીની સારવાર અને અથાણાં દ્વારા મેળવેલી સપાટીનો ઉલ્લેખ કરે છે. તે ગરમ રોલિંગ અને અથાણાં અથવા સમાન સારવાર પદ્ધતિઓ દ્વારા ગરમીની સારવાર દરમિયાન ઉત્પન્ન થતા કાળા ઓક્સાઇડ સ્કેલને દૂર કરવા માટે છે. આ નં.૧ સપાટી પ્રક્રિયા છે. નં.૧ સપાટી ચાંદી જેવી સફેદ અને મેટ છે. મુખ્યત્વે ગરમી-પ્રતિરોધક અને કાટ-પ્રતિરોધક ઉદ્યોગોમાં વપરાય છે જેને સપાટીના ચળકાટની જરૂર નથી, જેમ કે આલ્કોહોલ ઉદ્યોગ, રાસાયણિક ઉદ્યોગ અને મોટા કન્ટેનર.
2B: 2B ની સપાટી 2D સપાટીથી અલગ છે કારણ કે તેને સરળ રોલરથી સુંવાળી કરવામાં આવે છે, તેથી તે 2D સપાટી કરતા વધુ તેજસ્વી છે. સાધન દ્વારા માપવામાં આવતી સપાટીની ખરબચડી Ra મૂલ્ય 0.1~0.5μm છે, જે સૌથી સામાન્ય પ્રક્રિયા પ્રકાર છે. આ પ્રકારની સ્ટેનલેસ સ્ટીલ સ્ટ્રીપ સપાટી સૌથી સર્વતોમુખી છે, જે સામાન્ય હેતુઓ માટે યોગ્ય છે, જેનો ઉપયોગ રાસાયણિક, કાગળ, પેટ્રોલિયમ, તબીબી અને અન્ય ઉદ્યોગોમાં વ્યાપકપણે થાય છે, અને તેનો ઉપયોગ ઇમારતના પડદાની દિવાલ તરીકે પણ થઈ શકે છે.
TR હાર્ડ ફિનિશ: TR સ્ટેનલેસ સ્ટીલને હાર્ડ સ્ટીલ પણ કહેવામાં આવે છે. તેના પ્રતિનિધિ સ્ટીલ ગ્રેડ 304 અને 301 છે, તેનો ઉપયોગ એવા ઉત્પાદનો માટે થાય છે જેને ઉચ્ચ તાકાત અને કઠિનતાની જરૂર હોય છે, જેમ કે રેલ્વે વાહનો, કન્વેયર બેલ્ટ, સ્પ્રિંગ્સ અને ગાસ્કેટ. સિદ્ધાંત એ છે કે રોલિંગ જેવી કોલ્ડ વર્કિંગ પદ્ધતિઓ દ્વારા સ્ટીલ પ્લેટની મજબૂતાઈ અને કઠિનતા વધારવા માટે ઓસ્ટેનિટિક સ્ટેનલેસ સ્ટીલની વર્ક હાર્ડનિંગ લાક્ષણિકતાઓનો ઉપયોગ કરવો. 2B બેઝ સપાટીની હળવી સપાટતાને બદલવા માટે હાર્ડ મટિરિયલ થોડા ટકાથી લઈને દસ ટકા સુધી હળવા રોલિંગનો ઉપયોગ કરે છે, અને રોલિંગ પછી કોઈ એનિલિંગ કરવામાં આવતું નથી. તેથી, હાર્ડ મટિરિયલની TR હાર્ડ સપાટી રોલ્ડ આફ્ટર કોલ્ડ રોલિંગ સપાટી છે.
રીરોલ્ડ બ્રાઇટ 2H: રોલિંગ પ્રક્રિયા પછી. સ્ટેનલેસ સ્ટીલ પાઇપને બ્રાઇટ એનિલિંગ દ્વારા પ્રોસેસ કરવામાં આવશે. સતત એનિલિંગ લાઇન દ્વારા પાઇપને ઝડપથી ઠંડુ કરી શકાય છે. લાઇન પર સ્ટેનલેસ સ્ટીલ પાઇપની મુસાફરી ગતિ લગભગ 60m~80m/min છે. આ પગલા પછી, સપાટીનું ફિનિશ 2H રીરોલ્ડ બ્રાઇટ હશે.
નં.૪: નં.૪ ની સપાટી એક બારીક પોલિશ્ડ સપાટી છે જે નં.૩ ની સપાટી કરતા વધુ તેજસ્વી છે. તે સ્ટેનલેસ સ્ટીલ કોલ્ડ-રોલ્ડ સ્ટેનલેસ સ્ટીલ પાઇપને 2 D અથવા 2 B સપાટીને બેઝ તરીકે પોલિશ કરીને અને 150-180# મશીનવાળી સપાટીના અનાજના કદવાળા ઘર્ષક પટ્ટા સાથે પોલિશ કરીને પણ મેળવવામાં આવે છે. સાધન દ્વારા માપવામાં આવતી સપાટીની ખરબચડી Ra મૂલ્ય 0.2~1.5μm છે. નં.૪ સપાટીનો ઉપયોગ રેસ્ટોરન્ટ અને રસોડાના સાધનો, તબીબી સાધનો, સ્થાપત્ય સુશોભન, કન્ટેનર વગેરેમાં વ્યાપકપણે થાય છે.
HL: HL સપાટીને સામાન્ય રીતે હેરલાઇન ફિનિશ કહેવામાં આવે છે. જાપાનીઝ JIS સ્ટાન્ડર્ડ મુજબ, 150-240# એબ્રેસિવ બેલ્ટનો ઉપયોગ સતત હેરલાઇન જેવી એબ્રેસિવ સપાટીને પોલિશ કરવા માટે થાય છે. ચીનના GB3280 સ્ટાન્ડર્ડમાં, નિયમો અસ્પષ્ટ છે. HL સપાટી ફિનિશનો ઉપયોગ મોટે ભાગે એલિવેટર, એસ્કેલેટર અને ફેસડેસ જેવા બિલ્ડિંગ ડેકોરેશન માટે થાય છે.
નં.૬: નં.૬ ની સપાટી નં.૪ ની સપાટી પર આધારિત છે અને તેને GB2477 ધોરણ દ્વારા નિર્દિષ્ટ W63 ના કણ કદ સાથે ટેમ્પિકો બ્રશ અથવા ઘર્ષક સામગ્રીથી વધુ પોલિશ્ડ કરવામાં આવે છે. આ સપાટીમાં સારી ધાતુની ચમક અને નરમ કામગીરી છે. પ્રતિબિંબ નબળું છે અને છબીને પ્રતિબિંબિત કરતું નથી. આ સારી મિલકતને કારણે, તે પડદાની દિવાલો બનાવવા અને ફ્રિન્જ સજાવટ બનાવવા માટે ખૂબ જ યોગ્ય છે, અને રસોડાના વાસણો તરીકે પણ વ્યાપકપણે ઉપયોગમાં લેવાય છે.
BA: BA એ કોલ્ડ રોલિંગ પછી તેજસ્વી ગરમીની સારવાર દ્વારા મેળવવામાં આવતી સપાટી છે. તેજસ્વી ગરમીની સારવાર એ રક્ષણાત્મક વાતાવરણ હેઠળ એનિલિંગ છે જે ખાતરી આપે છે કે કોલ્ડ-રોલ્ડ સપાટીના ચળકાટને જાળવી રાખવા માટે સપાટી ઓક્સિડાઇઝ્ડ નથી, અને પછી સપાટીની તેજસ્વીતા સુધારવા માટે પ્રકાશ સ્તરીકરણ માટે ઉચ્ચ-ચોકસાઇવાળા સ્મૂથિંગ રોલનો ઉપયોગ કરો. આ સપાટી મિરર ફિનિશની નજીક છે, અને સાધન દ્વારા માપવામાં આવતી સપાટીની ખરબચડી Ra મૂલ્ય 0.05-0.1μm છે. BA સપાટીના ઉપયોગોની વિશાળ શ્રેણી છે અને તેનો ઉપયોગ રસોડાના વાસણો, ઘરગથ્થુ ઉપકરણો, તબીબી સાધનો, ઓટો ભાગો અને સજાવટ તરીકે થઈ શકે છે.
નં.૮: નં.૮ એ અરીસાથી તૈયાર સપાટી છે જેમાં ઘર્ષક દાણા વિના સૌથી વધુ પ્રતિબિંબ હોય છે. સ્ટેનલેસ સ્ટીલ ડીપ પ્રોસેસિંગ ઉદ્યોગ 8K પ્લેટ્સ પણ કહે છે. સામાન્ય રીતે, BA સામગ્રીનો ઉપયોગ ફક્ત ગ્રાઇન્ડીંગ અને પોલિશિંગ દ્વારા અરીસાને પૂર્ણ કરવા માટે કાચા માલ તરીકે થાય છે. અરીસાને પૂર્ણ કર્યા પછી, સપાટી કલાત્મક હોય છે, તેથી તેનો ઉપયોગ મોટાભાગે ઇમારતના પ્રવેશદ્વાર અને આંતરિક સુશોભનમાં થાય છે.
મુખ્ય ઉત્પાદન પ્રક્રિયા: રાઉન્ડ સ્ટીલ → પુનઃનિરીક્ષણ → પીલિંગ → બ્લેન્કિંગ → સેન્ટરિંગ → હીટિંગ → પર્ફોરેશન → પિકલિંગ → ફ્લેટ હેડ → નિરીક્ષણ અને ગ્રાઇન્ડીંગ → કોલ્ડ રોલિંગ (કોલ્ડ ડ્રોઇંગ) → ડીગ્રીસિંગ → હીટ ટ્રીટમેન્ટ → સ્ટ્રેટનિંગ → પાઇપ કટીંગ (લંબાઈથી નિશ્ચિત) )→ પિકલિંગ/પેસિવેશન → ફિનિશ્ડ પ્રોડક્ટ નિરીક્ષણ (એડી કરંટ, અલ્ટ્રાસોનિક, પાણીનું દબાણ) → પેકેજિંગ અને સ્ટોરેજ.
1. રાઉન્ડ સ્ટીલ કટીંગ: કાચા માલના વેરહાઉસમાંથી રાઉન્ડ સ્ટીલ પ્રાપ્ત કર્યા પછી, પ્રક્રિયાની જરૂરિયાતો અનુસાર રાઉન્ડ સ્ટીલની કટીંગ લંબાઈની ગણતરી કરો અને રાઉન્ડ સ્ટીલ પર એક રેખા દોરો. સ્ટીલને સ્ટીલ ગ્રેડ, હીટ નંબર, પ્રોડક્શન બેચ નંબર અને સ્પષ્ટીકરણો અનુસાર સ્ટેક કરવામાં આવે છે, અને છેડા વિવિધ રંગોના પેઇન્ટ દ્વારા અલગ પાડવામાં આવે છે.
2. સેન્ટરિંગ: ક્રોસ આર્મ ડ્રિલિંગ મશીનને સેન્ટર કરતી વખતે, પહેલા રાઉન્ડ સ્ટીલના એક ભાગમાં સેન્ટર પોઇન્ટ શોધો, સેમ્પલ હોલને પંચ કરો અને પછી તેને સેન્ટરિંગ માટે ડ્રિલિંગ મશીન ટેબલ પર ઊભી રીતે ઠીક કરો. સેન્ટરિંગ પછીના રાઉન્ડ બાર સ્ટીલ ગ્રેડ, હીટ નંબર, સ્પેસિફિકેશન અને પ્રોડક્શન બેચ નંબર અનુસાર સ્ટેક કરવામાં આવે છે.
૩. પીલીંગ: આવનારા પદાર્થોનું નિરીક્ષણ પાસ કર્યા પછી પીલીંગ કરવામાં આવે છે. પીલીંગમાં લેથ પીલીંગ અને વાવંટોળ કાપવાનો સમાવેશ થાય છે. લેથ પીલીંગ એક ક્લેમ્પ અને એક ટોપની પ્રક્રિયા પદ્ધતિ દ્વારા લેથ પર કરવામાં આવે છે, અને વાવંટોળ કાપવા માટે મશીન ટૂલ પર ગોળ સ્ટીલ લટકાવવામાં આવે છે. વમળ કરો.
4. સપાટીનું નિરીક્ષણ: છાલવાળા ગોળાકાર સ્ટીલનું ગુણવત્તા નિરીક્ષણ કરવામાં આવે છે, અને હાલની સપાટીની ખામીઓને ચિહ્નિત કરવામાં આવે છે, અને ગ્રાઇન્ડીંગ કર્મચારીઓ તેમને લાયક ન થાય ત્યાં સુધી ગ્રાઇન્ડ કરશે. નિરીક્ષણ પાસ કરેલા રાઉન્ડ બારને સ્ટીલ ગ્રેડ, હીટ નંબર, સ્પષ્ટીકરણ અને ઉત્પાદન બેચ નંબર અનુસાર અલગથી ઢગલા કરવામાં આવે છે.
5. રાઉન્ડ સ્ટીલ હીટિંગ: રાઉન્ડ સ્ટીલ હીટિંગ સાધનોમાં ગેસ-ફાયર્ડ ઈનક્લાઈન્ડ હર્થ ફર્નેસ અને ગેસ-ફાયર્ડ બોક્સ-ટાઈપ ફર્નેસનો સમાવેશ થાય છે. ગેસ-ફાયર્ડ ઈનક્લાઈન્ડ-હર્ટ ફર્નેસનો ઉપયોગ મોટા બેચમાં ગરમી માટે થાય છે, અને ગેસ-ફાયર્ડ બોક્સ-ટાઈપ ફર્નેસનો ઉપયોગ નાના બેચમાં ગરમી માટે થાય છે. ભઠ્ઠીમાં પ્રવેશ કરતી વખતે, વિવિધ સ્ટીલ ગ્રેડ, હીટ નંબર અને સ્પષ્ટીકરણોના ગોળ બારને જૂની બાહ્ય ફિલ્મ દ્વારા અલગ કરવામાં આવે છે. જ્યારે રાઉન્ડ બારને ગરમ કરવામાં આવે છે, ત્યારે ટર્નર્સ બારને ફેરવવા માટે ખાસ સાધનોનો ઉપયોગ કરે છે જેથી ખાતરી થાય કે રાઉન્ડ બાર સમાન રીતે ગરમ થાય છે.
6. હોટ રોલિંગ પિયર્સિંગ: પિયર્સિંગ યુનિટ અને એર કોમ્પ્રેસરનો ઉપયોગ કરો. છિદ્રિત રાઉન્ડ સ્ટીલના સ્પષ્ટીકરણો અનુસાર, અનુરૂપ માર્ગદર્શિકા પ્લેટો અને મોલિબ્ડેનમ પ્લગ પસંદ કરવામાં આવે છે, અને ગરમ રાઉન્ડ સ્ટીલને પર્ફોરેટરથી છિદ્રિત કરવામાં આવે છે, અને વીંધેલા કચરાના પાઈપોને સંપૂર્ણ ઠંડક માટે રેન્ડમલી પૂલમાં નાખવામાં આવે છે.
7. નિરીક્ષણ અને ગ્રાઇન્ડીંગ: તપાસો કે કચરાના પાઇપની આંતરિક અને બાહ્ય સપાટીઓ સુંવાળી અને સુંવાળી છે, અને તેમાં કોઈ ફૂલની ચામડી, તિરાડો, આંતરસ્તરો, ઊંડા ખાડા, ગંભીર દોરાનાં નિશાન, ટાવર આયર્ન, ભજિયા, બાઓટોઉ અને સિકલ હેડ ન હોવા જોઈએ. કચરાના પાઇપની સપાટીની ખામીઓ સ્થાનિક ગ્રાઇન્ડીંગ પદ્ધતિ દ્વારા દૂર કરી શકાય છે. જે કચરાના પાઇપ નિરીક્ષણમાંથી પસાર થયા છે અથવા જે નાના ખામીઓ સાથે સમારકામ અને ગ્રાઇન્ડીંગ પછી નિરીક્ષણમાંથી પસાર થયા છે તેમને વર્કશોપ બંડલર્સ દ્વારા જરૂરિયાતો અનુસાર બંડલ કરવામાં આવશે, અને કચરાના પાઇપના સ્ટીલ ગ્રેડ, ફર્નેસ નંબર, સ્પષ્ટીકરણ અને ઉત્પાદન બેચ નંબર અનુસાર સ્ટેક કરવામાં આવશે.
૮. સીધું કરવું: પર્ફોરેશન વર્કશોપમાં આવતા કચરાના પાઈપો બંડલોમાં પેક કરવામાં આવે છે. આવતા કચરાના પાઈપનો આકાર વળેલો હોય છે અને તેને સીધો કરવાની જરૂર હોય છે. સીધું કરવાના સાધનોમાં વર્ટિકલ સ્ટ્રેટનિંગ મશીન, હોરીઝોન્ટલ સ્ટ્રેટનિંગ મશીન અને વર્ટિકલ હાઇડ્રોલિક પ્રેસનો ઉપયોગ થાય છે (સ્ટીલ પાઇપમાં મોટી વક્રતા હોય ત્યારે પ્રી-સ્ટ્રેટનિંગ માટે વપરાય છે). સીધું કરતી વખતે સ્ટીલ પાઇપ કૂદકા મારતા અટકાવવા માટે, સ્ટીલ પાઇપને મર્યાદિત કરવા માટે નાયલોનની સ્લીવનો ઉપયોગ કરવામાં આવે છે.
9. પાઇપ કટીંગ: ઉત્પાદન યોજના અનુસાર, સીધી કરેલી કચરાના પાઇપનું માથું અને પૂંછડી કાપવાની જરૂર છે, અને ઉપયોગમાં લેવાતું સાધન ગ્રાઇન્ડીંગ વ્હીલ કટીંગ મશીન છે.
૧૦. અથાણું: કચરાના પાઈપની સપાટી પરના ઓક્સાઇડ સ્કેલ અને અશુદ્ધિઓને દૂર કરવા માટે સીધી સ્ટીલ પાઇપને અથાણું કરવાની જરૂર છે. સ્ટીલ પાઇપને અથાણું વર્કશોપમાં અથાણું કરવામાં આવે છે, અને સ્ટીલ પાઇપને ધીમે ધીમે વાહન ચલાવીને અથાણાં માટે અથાણાંની ટાંકીમાં ઉંચકવામાં આવે છે.
૧૧. ગ્રાઇન્ડીંગ, એન્ડોસ્કોપી નિરીક્ષણ અને આંતરિક પોલિશિંગ: સ્ટીલ પાઈપો જે અથાણાં માટે લાયક છે તે બાહ્ય સપાટીની ગ્રાઇન્ડીંગ પ્રક્રિયામાં પ્રવેશ કરે છે, પોલિશ્ડ સ્ટીલ પાઈપોનું એન્ડોસ્કોપિક નિરીક્ષણ કરવામાં આવે છે, અને ખાસ જરૂરિયાતો ધરાવતા અયોગ્ય ઉત્પાદનો અથવા પ્રક્રિયાઓને આંતરિક રીતે પોલિશ કરવાની જરૂર છે.
૧૨. કોલ્ડ રોલિંગ પ્રક્રિયા/કોલ્ડ ડ્રોઇંગ પ્રક્રિયા
કોલ્ડ રોલિંગ: સ્ટીલ પાઇપ કોલ્ડ રોલિંગ મિલના રોલ દ્વારા ફેરવવામાં આવે છે, અને સ્ટીલ પાઇપનું કદ અને લંબાઈ સતત કોલ્ડ ડિફોર્મેશન દ્વારા બદલાય છે.
કોલ્ડ ડ્રોઇંગ: સ્ટીલ પાઇપનું કદ અને લંબાઈ બદલવા માટે ગરમ કર્યા વિના કોલ્ડ ડ્રોઇંગ મશીન વડે સ્ટીલ પાઇપને ફ્લેર અને વોલ-રિડ્યુસ કરવામાં આવે છે. કોલ્ડ-ડ્રો સ્ટીલ પાઇપમાં ઉચ્ચ પરિમાણીય ચોકસાઈ અને સારી સપાટી પૂર્ણાહુતિ હોય છે. ગેરલાભ એ છે કે શેષ તાણ મોટો હોય છે, અને મોટા વ્યાસના કોલ્ડ-ડ્રો પાઇપનો વારંવાર ઉપયોગ થાય છે, અને ફિનિશ્ડ પ્રોડક્ટ બનાવવાની ગતિ ધીમી હોય છે. કોલ્ડ ડ્રોઇંગની ચોક્કસ પ્રક્રિયામાં શામેલ છે:
① હેડિંગ વેલ્ડિંગ હેડ: કોલ્ડ ડ્રોઇંગ પહેલાં, ડ્રોઇંગ પ્રક્રિયા માટે તૈયાર કરવા માટે સ્ટીલ પાઇપના એક છેડાને હેડ (નાના વ્યાસનું સ્ટીલ પાઇપ) અથવા વેલ્ડિંગ હેડ (મોટા વ્યાસનું સ્ટીલ પાઇપ) કરવાની જરૂર છે, અને ખાસ સ્પષ્ટીકરણવાળા સ્ટીલ પાઇપની થોડી માત્રા ગરમ કરીને પછી હેડ કરવાની જરૂર છે.
② લુબ્રિકેશન અને બેકિંગ: સ્ટીલ પાઇપના હેડ (વેલ્ડીંગ હેડ) પછી કોલ્ડ ડ્રોઇંગ પહેલાં, સ્ટીલ પાઇપના આંતરિક છિદ્ર અને બાહ્ય સપાટીને લુબ્રિકેટેડ કરવામાં આવશે, અને લુબ્રિકન્ટથી કોટેડ સ્ટીલ પાઇપને કોલ્ડ ડ્રોઇંગ પહેલાં સૂકવવામાં આવશે.
③ કોલ્ડ ડ્રોઇંગ: લુબ્રિકન્ટ સુકાઈ ગયા પછી સ્ટીલ પાઇપ કોલ્ડ ડ્રોઇંગ પ્રક્રિયામાં પ્રવેશ કરે છે, અને કોલ્ડ ડ્રોઇંગ માટે વપરાતા સાધનો ચેઇન કોલ્ડ ડ્રોઇંગ મશીન અને હાઇડ્રોલિક કોલ્ડ ડ્રોઇંગ મશીન છે.
૧૩. ડીગ્રીસિંગ: ડીગ્રીસિંગનો હેતુ સ્ટીલ પાઇપની અંદરની દિવાલ અને બાહ્ય સપાટી સાથે જોડાયેલા રોલિંગ તેલને કોગળા કરીને રોલ કર્યા પછી દૂર કરવાનો છે, જેથી એનિલિંગ દરમિયાન સ્ટીલની સપાટી દૂષિત ન થાય અને કાર્બન વધારો અટકાવી શકાય.
૧૪. ગરમીની સારવાર: ગરમીની સારવાર પુનઃસ્થાપન દ્વારા સામગ્રીના આકારને પુનઃસ્થાપિત કરે છે અને ધાતુના વિરૂપતા પ્રતિકારને ઘટાડે છે. ગરમીની સારવારનું સાધન કુદરતી ગેસ સોલ્યુશન ગરમીની સારવાર ભઠ્ઠી છે.
૧૫. ફિનિશ્ડ પ્રોડક્ટ્સનું અથાણું: કાપ્યા પછી સ્ટીલ પાઈપોને સપાટીના નિષ્ક્રિયકરણના હેતુ માટે ફિનિશ્ડ અથાણાંને આધિન કરવામાં આવે છે, જેથી સ્ટીલ પાઈપોની સપાટી પર ઓક્સાઇડ રક્ષણાત્મક ફિલ્મ બનાવી શકાય અને સ્ટીલ પાઈપોની ઉત્તમ કામગીરીમાં વધારો થાય.
૧૬. ફિનિશ્ડ પ્રોડક્ટ નિરીક્ષણ: ફિનિશ્ડ પ્રોડક્ટ નિરીક્ષણ અને પરીક્ષણની મુખ્ય પ્રક્રિયા મીટર નિરીક્ષણ → એડી પ્રોબ → સુપર પ્રોબ → પાણીનું દબાણ → હવાનું દબાણ છે. સપાટી નિરીક્ષણ મુખ્યત્વે સ્ટીલ પાઇપની સપાટી પર ખામીઓ છે કે નહીં, સ્ટીલ પાઇપની લંબાઈ અને બાહ્ય દિવાલનું કદ યોગ્ય છે કે નહીં તે જાતે તપાસવાનું છે; એડી ડિટેક્શન મુખ્યત્વે સ્ટીલ પાઇપમાં છટકબારી છે કે નહીં તે તપાસવા માટે એડી કરંટ ફ્લો ડિટેક્ટરનો ઉપયોગ કરે છે; સુપર-ડિટેક્શન મુખ્યત્વે સ્ટીલ પાઇપ અંદર કે બહાર તિરાડ છે કે નહીં તે તપાસવા માટે અલ્ટ્રાસોનિક ફ્લો ડિટેક્ટરનો ઉપયોગ કરે છે; પાણીનું દબાણ, હવાનું દબાણ એ સ્ટીલ પાઇપમાંથી પાણી કે હવા લીક થાય છે કે નહીં તે શોધવા માટે હાઇડ્રોલિક મશીન અને એર પ્રેશર મશીનનો ઉપયોગ કરવાનો છે, જેથી ખાતરી કરી શકાય કે સ્ટીલ પાઇપ સારી સ્થિતિમાં છે.
૧૭. પેકિંગ અને વેરહાઉસિંગ: નિરીક્ષણ પાસ કરેલા સ્ટીલ પાઈપો પેકેજિંગ માટે ફિનિશ્ડ પ્રોડક્ટ પેકેજિંગ એરિયામાં પ્રવેશ કરે છે. પેકેજિંગ માટે વપરાતી સામગ્રીમાં હોલ કેપ્સ, પ્લાસ્ટિક બેગ, સાપની ચામડીનું કાપડ, લાકડાના બોર્ડ, સ્ટેનલેસ સ્ટીલ બેલ્ટ વગેરેનો સમાવેશ થાય છે. વીંટાળેલા સ્ટીલ પાઇપના બંને છેડાની બાહ્ય સપાટી નાના લાકડાના બોર્ડથી લાઇન કરેલી હોય છે, અને બાહ્ય સપાટીને સ્ટેનલેસ સ્ટીલ બેલ્ટથી બાંધવામાં આવે છે જેથી પરિવહન દરમિયાન સ્ટીલ પાઇપ વચ્ચેનો સંપર્ક ન થાય અને અથડામણ ન થાય. પેકેજ્ડ સ્ટીલ પાઈપો ફિનિશ્ડ પ્રોડક્ટ સ્ટેકીંગ એરિયામાં પ્રવેશ કરે છે.
પેકેજિંગ સામાન્ય રીતે ખુલ્લું, સ્ટીલ વાયર બંધનકર્તા, ખૂબ જ મજબૂત હોય છે.
જો તમારી પાસે ખાસ જરૂરિયાતો હોય, તો તમે રસ્ટ-પ્રૂફ પેકેજિંગનો ઉપયોગ કરી શકો છો, અને વધુ સુંદર.

પરિવહન:એક્સપ્રેસ (નમૂના ડિલિવરી), હવાઈ, રેલ, જમીન, દરિયાઈ શિપિંગ (FCL અથવા LCL અથવા બલ્ક)


અમારા ગ્રાહક

પ્ર: શું ua ઉત્પાદક છે?
A: હા, અમે ઉત્પાદક છીએ.અમારી પોતાની ફેક્ટરી ચીનના તિયાનજિન શહેરમાં આવેલી છે.
પ્ર: શું મને ફક્ત ઘણા ટનનો ટ્રાયલ ઓર્ડર મળી શકે છે?
A: અલબત્ત. અમે તમારા માટે LCL સેવા સાથે કાર્ગો મોકલી શકીએ છીએ. (કન્ટેનરનો ભાર ઓછો)
પ્ર: જો નમૂના મફત હોય તો?
A: નમૂના મફત, પરંતુ ખરીદનાર નૂર માટે ચૂકવણી કરે છે.
પ્રશ્ન: શું તમે સોનાના સપ્લાયર છો અને વેપાર ખાતરી આપો છો?
A: અમે સાત વર્ષનો સોનાનો સપ્લાયર છીએ અને વેપાર ખાતરી સ્વીકારીએ છીએ.